  |
||
 問題は、クランクシャフト! まったく、どういう使い方をしたのか、クランクシャフトがこんな感じになっていました。おかげで落札価格は980円でしたけどね。 後ろに見えるのは、クランクシャフトを旋盤に固定するためのジグです。クランクシャフトの外径は7.05mmでしたので、内径7.10mmにしておきました。スリットを入れて強制的につかむようになっています。定番ですね。 |
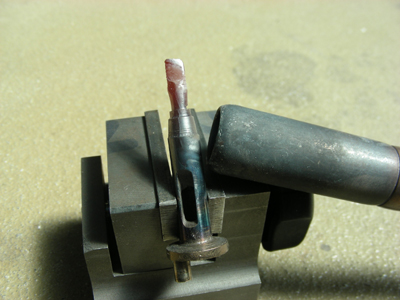 仕方ないので、熱処理でクランクシャフトの再加工です。通常、ネルソンエンジン以外はメーカーで焼き入れされ、硬度と耐摩耗性を向上させていますので、再加工なんてできません。したがってバーナーで加熱し、焼きなます訳ですが、工学上のA1温度よりも100℃くらい上昇させてから徐冷させます。市販のブタンガストーチで熱量は充分ですが、温度計のない場合は「何となく赤いかな」にすればおおむね大丈夫みたい。注意点としては、加工する場所である「吸気穴の前あたり」を重点的に加熱することでしょうか。切り落とす先端部を焼きなましても、仕方ないですからね。 |
|
 焼きなましてしまえばこの通り。弓のこで簡単に切り落とせます。切り落とせないでつるつる滑る場合は、まだ焼きが入っている証拠。もう一回なましましょう。でも、あまり繰り返すとクランクシャフトに良くないですね、酸化皮膜もできちゃうし。 |
 たとえジグを使用しても、心がずれる場合があります。チャックに固定してはカラ回しし、よーく目視してから、場合によってはチャックをゆるめ、ジグを30度くらい回してまた固定します。条件によっては5/100mmくらい変化することもありますね。この後、下穴をあけてねじ切りです。 |
|
 ドライブワッシャ用のテーパー部もおかしかったので、7度で加工しなおしです。ドライブワッシャが欠品だったので、同じテーパーで製作しておきました。形状はたんなる円筒形。オリジナルがこんな感じの不格好でしたから、文句いうなよ! |
 で、不細工ドライブワッシャをとりつけると、こんな感じ。ほんに、不細工やなあ。どんくさいっちゅうか。 |
|
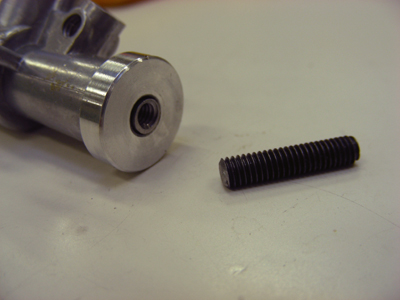 オリジナルではM4.5くらいのシャフトネジらしいのですが、今回は気にせずM4に切り直しました。このシャフトビス用めネジが曲がっていると悲惨です。旋盤で固定しながらの加工でしたら問題はないのですが、保険としてタップを「サイサ運動」させながら、やや荒く立てました。これによって、ボルトをねじ込んだ時はやや不安定ですが、プロップを固定すると正確に締め込むことができます。 |
 クランクシャフト欠損事故から放置されていたらしく、外観は結構「うげ!」でした。シンナーに1日つけ置き、固着油を落とした後に粗めのコンパウンドでごしごししておきました。ここで「ピカール」クラスの細目を使用すると、平らな面や広い面のみがピカピカになるだけで、細かい隙間などに有効ではありません。梨地の表面もピカピカになる前に汚れが落ちてくれます。 |
|
 あとはへごへごになっていたラグ面をフライス加工しておきました。入手したときは、「このままマウントするの?」状態でしたからね。左右で切削量がちがいましたが、傾いて仕上がっていたのかなあ。やっぱ、PAWだな。 |
 やや傷がついていたので、シリンダーヘッドも少しだけ切削しておきました。周囲を0.1mmくらいですので、ほとんど見分けはつかないと思います。旋盤への固定は、左側の棒材をベースにして、回転センタで押しつけているだけです。フリクションってすごいな。 |
|
 今回のエンジンは、ディーゼルだったこと、保有していないPAWだったこと、安価だったこと、自分で修理可能な範囲の破損だったことという理由で落札いたしました。幸いPCは圧縮もまあまあでしたし、外観にも大きな欠損がありませんでした。
今回のエンジンは、ディーゼルだったこと、保有していないPAWだったこと、安価だったこと、自分で修理可能な範囲の破損だったことという理由で落札いたしました。幸いPCは圧縮もまあまあでしたし、外観にも大きな欠損がありませんでした。